Xử lý siêu âm tạo điều kiện cho kim loại điền đầy vào lòng khuôn có tiết diện nhỏ, giúp thúc đẩy khí thoát ra khỏi kim loại và làm giảm khuyết tật trong vật đúc.
Thực trạng
Hiện nay, nhiều doanh nghiệp sản xuất đúc hợp kim nhôm bằng phương pháp đúc áp lực cao. Phương pháp này tạo ra sản phẩm đúc có chất lượng bề mặt tốt, các chi tiết thành mỏng có độ sắc nét cao. Tuy nhiên một trong những nhược điểm lớn của phương pháp này là chi phí đầu tư ban đầu lớn và yêu cầu sản lượng phải đủ lớn, đồng thời hợp kim đúc phải được tinh luyện kỹ lưỡng. Nhằm tạo ra sản phẩm đúc có chất lượng tương đương như đúc áp lực mà không cần đầu tư chi phí cho thiết bị áp lực, rung khuôn siêu âm khi đúc khuôn kim loại tĩnh là một giải pháp hữu hiệu.
Các nghiên cứu ứng dụng trong và ngoài nước bao gồm hai phương án công nghệ nhằm cải thiện chất lượng kim loại và vật đúc gồm: xử lý trực tiếp kim loại lỏng và xử lý gián tiếp bằng rung khuôn. Trong đó phương pháp xử lý trực tiếp kim loại lỏng (sử dụng tần số cao – siêu âm) yêu cầu đầu rung siêu âm nhúng trực tiếp vào bể kim loại lỏng để truyền dao động siêu âm, điều này yêu cầu vật liệu của đầu rung có khả năng chịu nhiệt đồng thời nhiệt độ của đầu rung phải được kiểm soát để đảm bảo tính ổn định của quy trình sản xuất. Tuy nhiên các nghiên cứu rung khuôn khi đúc chỉ mới thực hiện với tần số thấp, điều này không tận dụng được các hiệu ứng như xâm thực hay luồng dao động nhằm tác động mạnh mẽ đến quá trình kết tinh của kim loại, hơn nữa việc rung khuôn tần số thấp với các thiết bị như bàn rung, động cơ lệch tâm có biên độ tương đối lớn làm cho độ chính xác và chất lượng bề mặt của chi tiết đúc bị ảnh hưởng. Như vậy, rung khuôn với tần số siêu âm có tính khả thi cao khi áp dụng trong sản xuất thực tế so với hai phương pháp trên.
Theo TS. Nguyễn Thanh Hải (Đại học Bách Khoa - ĐHQG-HCM), để cải thiện chất lượng vật đúc vật đúc hợp kim nhôm, dao động siêu âm với tần số 20 kHz và công suất 2000W sẽ tác động trực tiếp vào vật đúc trong quá trình đông đặc. Quá trình đúc được thực hiện với hệ thống lò nấu, rót kim loại và rung siêu âm. Phương pháp này phù hợp để thúc đẩy ứng dụng xử lý siêu âm trong công nghiệp.
Ưu điểm công nghệ
Nguyên lý cơ bản của xử lý siêu âm kim loại lỏng (ultrasonic melt treatment-UST) cho ứng dụng luyện kim là đưa sóng âm có tần số cao hơn 17 kHz vào kim loại lỏng. Trong quá trình xử lý siêu âm, dụng cụ siêu âm (sonotrode) phải nhúng trực tiếp với kim loại lỏng vì sóng siêu âm là sóng cơ, chỉ có thể tồn tại và truyền giữa các môi trường vật chất. Hiện tượng quan trọng nhất và được biết đến nhiều khi truyền sóng siêu âm tần số cao trong kim loại lỏng là xâm thực. Trong trường siêu âm, các hốc khí được tạo ra tại một số vị trí yếu, được gọi là hạt nhân xâm thực, chẳng hạn như bề mặt và các bọt khí có sẵn như hydro trong hợp kim nhôm. Những bong bóng này phát triển trong phần áp suất âm của trường siêu âm và vỡ trong các khoảng tăng áp suất nếu cường độ dao động đủ cao. Sự nổ tung của các bong bóng dẫn đến sự gia nhiệt cục bộ và áp lực cao với thời gian rất ngắn, cũng như tạo ra các tia mạnh.
Xử lý siêu âm tạo điều kiện cho kim loại điền đầy vào lòng khuôn có tiết diện nhỏ, giúp thúc đẩy khí thoát ra khỏi kim loại và làm giảm khuyết tật trong vật đúc. Việc làm mịn tổ chức hợp kim nhôm ADC 12 làm độ cứng tăng nhẹ và cải thiện đáng kể độ bền kéo. Ngoài ra dưới tác động siêu âm kim loại lỏng phân tán nhiệt ra thành khuôn nhanh hơn dẫn đến tăng nhiệt độ của khuôn và thay đổi điều kiện phát triển của các tinh thể, đặc biệt là khi siêu âm được áp dụng khi đúc ở nhiệt độ cao, hiệu ứng này càng rõ rệt. Do siêu âm làm giảm kích thước hoặc phân mảnh nhánh cây dẫn đến giảm thiểu sự hình thành các nhánh cây từ đó cải thiện độ chảy loãng. Ngoài ra siêu âm còn phá vỡ các màng oxit và phân tán chúng làm tăng độ chảy loãng. Vì vậy mẫu đúc có khả năng điền đầy tốt hơn khi có siêu âm. Nhìn chung khi có siêu âm, mẫu đúc đạt kết quả tốt hơn.
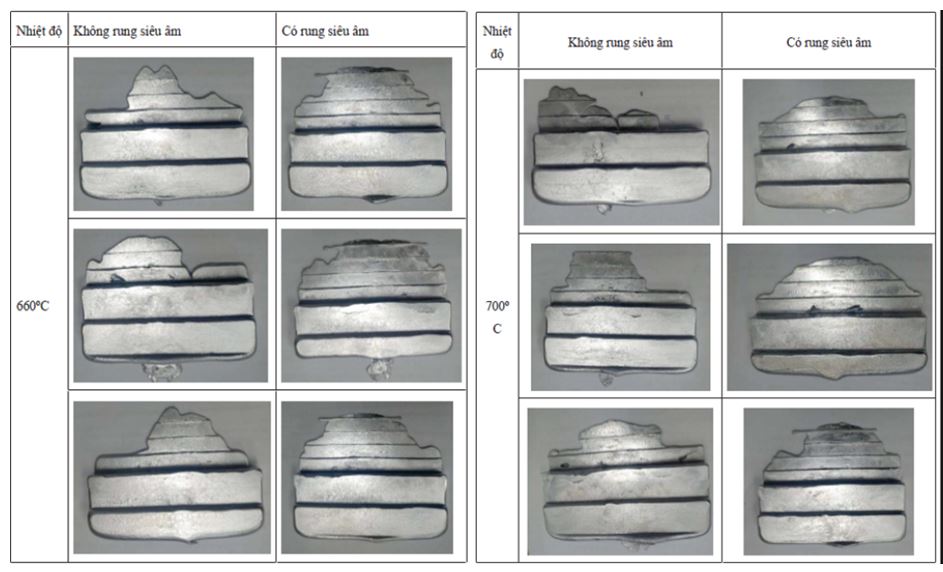
So sánh các sản phẩm đúc không rung siêu âm và có rung siêu âm ở các mức nhiệt độ khác nhau
Độ chảy loãng của kim loại đặc biệt quan trọng trong vật đúc hình dạng phức tạp. Ngày càng có nhiều chi tiết được thiết kế phức tạp và nhu cầu ngày càng tăng đối với các tính chất cơ học của hợp kim nhôm trong các ứng dụng hàng không vũ trụ và ô tô làm cho việc điền đầy khuôn trở thành ưu tiên bao trùm. Mặc dù đúc áp lực phần lớn khắc phục vấn đề này, việc cải thiện độ chảy loãng hơn nữa vẫn là cần thiết để đáp ứng các yêu cầu nghiêm ngặt khi đối với tiết diện mỏng của khuôn đúc mẫu chảy và đúc khuôn kim loại tĩnh. Rung siêu âm có khả năng hỗ trợ quá trình đúc và tăng khả năng điền đầy khuôn.
TS. Nguyễn Thanh Hải chia sẻ, quá trình rung khuôn siêu âm sử dụng nguồn cấp với tần số 20kHz và công suất 2kW. Thông số này dựa trên các tính toán về ngưỡng xâm thực của hợp kim nhôm lỏng, đồng thời là thông số được lựa chọn cho phù hợp với các yêu cầu về khả năng của thiết bị và quy định về tiếng ồn khi hoạt động. Các nghiên cứu trước đây cho thấy, mức tần số 20kHz là phù hợp, cao hơn mức tần số này, thiết bị không đảm bảo công suất, hay nói cách khác do biên độ dao động quá nhỏ làm cho khả năng truyền sóng và phạm vi ảnh hưởng của siêu âm giảm xuống, từ đó các tác động đến chất lượng của vật đúc không đáng kể. Còn với mức tần số thấp hơn 20kHz thì sẽ gây tiếng ồn khó chịu ảnh hưởng đến người lao động trong quá trình sản xuất.
Quy trình – giải pháp công nghệ
Bước 1: Thiết kế khuôn đúc kim loại
Tùy theo sản phẩm muốn đúc, sẽ cần thiết kế khuôn đúc khác nhau. Sử dụng phần mềm để thiết kế khuôn.
Đối với sản phẩm nhận được có các chốt trụ tròn thì khuôn đúc siêu âm có hình dạng các lỗ tròn. Trong thiết kế, trên bề mặt khuôn siêu âm sẽ có các lỗ tròn với các đường kính khác nhau, nằm trên các vòng tròn đồng tâm. Đối với sản phẩm có dạng thành mỏng (kích thước thành dảy 2, 4, 6, 8mm) thì khuôn đúc siêu âm được thiết kế linh hoạt.
Bước 2: Lắp đặt thiết bị đúc
Xác định kết cấu khuôn đúc và phương án bố trí gá đặt tích hợp hệ thống rung siêu âm vào khuôn đúc.
Trước khi đúc, khuôn được nung sơ bộ ở 400oC để làm chậm sự đông đặc của nhôm lỏng.
Lắp ráp bộ khuôn lên vị trí đẩu rung siêu âm rồi tiến hành đúc.
Bước 3: Nung nấu chảy kim loại
Cài đặt nhiệt độ lò nung là 780oC. Nấu chảy hợp kim nhôm ADC12 với lò điện trở, sau đó rót kim loại lỏng vào lòng khuôn. Nhôm và hợp kim nhôm được nấu chảy trong lò điện trở, sau khi đủ nhiệt độ rót thì động cơ quay sẽ quay trục quay làm cho lò điện trở quay theo, nhôm lỏng chảy ra qua kênh rót và đổ vào khuôn được lắp đạt sẵn trên bàn. Tốc độ quay của lò được khống chế qua biến tần với mạch điều khiển. Kim loại lỏng chảy vào kênh rót sẽ được lọc xỉ thông qua rãnh lọc xỉ trong kênh rót. Kênh rót có thể điều chỉnh được vị trí để kim loại lỏng chảy vào khuôn phù hợp. Tốc độ rót kim loại lỏng vào khuôn phụ thuộc lượng kim loại lỏng trong kênh rót và góc nghiêng của kênh rót.
Quá trình đúc được thực hiện với hệ thống lò nấu, rót kim loại và hệ rung siêu âm được thiết kế và chế tạo theo yêu cầu. Kết quả cho thấy khi có siêu âm, mẫu đúc đạt kết quả tốt hơn, cụ thể giảm và gần như không có khuyết tật bên trong, cơ tính độ bền kéo của vật đúc bằng hợp kim nhôm tăng, tổ chức cấu trúc tế vi mịn hơn, giảm thiên tích từ đó cải thiện chất lượng vật đúc bên trong. Vì thế, việc áp dụng rung siêu âm khi đúc trong khuôn kim loại tĩnh giúp cải thiện chất lượng vật đúc đạt được các ưu điểm cao khá tương tự như đúc áp lực. Công nghệ rung khuôn siêu âm khi đúc khuôn kim loại tĩnh sẽ hỗ trợ doanh nghiệp cải tiến các quy trình đúc trong khuôn kim loại tĩnh, mà chỉ cần đầu tư chi phí thấp hơn.
Điều kiện chuyển giao
Các doanh nghiệp, tổ chức, đơn vị, cá nhân có nhu cầu có thể liên hệ trực tiếp với chuyên gia hoặc liên hệ Trung tâm Thông tin và Thống kê Khoa học và Công nghệ (CESTI, thuộc Sở Khoa học và Công nghệ TP.HCM) để được hỗ trợ tư vấn chuyển giao công nghệ.
Thông tin liên hệ
1. TS. Nguyễn Thanh Hải
Đại học Bách Khoa (ĐHQG-HCM)
Điện thoại: (028).8646171
E-mail: haint@hcmut.edu.com
Website: http://www.khcn.hcmut.edu.vn
2. Trung tâm Thông tin và Thống kê Khoa học và Công nghệ
Phòng Giao dịch Công nghệ
Địa chỉ: 79 Trương Định, phường Bến Thành, Quận 1, TP.HCM
Điện thoại: (028) 3822 1635 - Fax: (028) 3829 1957
Email: giaodichcongnghe@cesti.gov.vn
Hoàng Kim (CESTI)